产品别名 |
钢筋套筒,钢筋连接套筒,钢筋套筒滚丝机 |
面向地区 |
钢筋连接套筒施工中有需要规范的问题,比如机械连接、焊接接头面积百分率应按受拉区不宜控制。如遇钢筋数量单数时,百分率略超过些也是符合要求的。受压区则不限制。绑扎接头面积百分率控制:受拉钢筋梁、板、墙类不宜大,当工程中确有必要增大接头面积百分率时,梁受拉钢筋不应大于50%,其他构件可根据实际情况放宽。因此粱中受拉钢筋连接套筒面积百分率是一个底线,不应越过,其他构件则可以放宽,但满足搭接长度的要求。如般柱子钢筋(特别是构造柱),也可设置一个搭接头,这将方便于施工。
对于钢筋连接套筒连接,在具体施工中标准接头的连接时,把装好钢筋连接套筒的一端钢筋拧到被连接钢筋,使套筒外露的丝扣不超1个完整扣,连接即告完成。加长丝头型接头:先将锁紧螺母及标准套筒按顺序全部拧在加长丝头钢筋一,将待接钢筋的标准丝头靠紧,再将套筒拧回到标准丝头,并用板手拧紧,再将销紧螺母与标准套筒拧紧锁定,连接即告完成。
对于接头检验时,当接头连接完成,由质检人员分批检验。按如下方式进行检验:目测接头两端外露螺纹长度相等,且不超过一个完整丝(加长螺纹除外),每300个接头为一,每批抽验一,要求钢筋连接质合格
钢筋直螺纹滚丝机滚轧钢筋的步骤方法如下:
1、钢筋直螺纹丝头滚轧前的准备,钢铁规格必要的调整,试图调整滚动栏的个孔的小尺寸的使用。并调整好剥肋直径大小。调整块和肋骨剥离滚动限位开关,确保剥离肋骨和滚丝的长度。
2、卡装钢筋,起动设备和肋骨剥离轧制过程。在剥肋滚丝的过程中,使用水溶性切削液时,应使用温度低于0 C应该是混合15~20%亚硝酸钠。禁止用油性切削液头。
3、检验丝头。应要求要检查加工好的丝头,每加工10根丝头,就要用环规检查一次,来保护钢筋直螺纹丝头的质量,消除不合格钢筋接头。合格的丝头的测试,质量检验员随机抽样检查一个工人在一次批次中加工的的丝头,抽样10%,不低于10,并且填写检查验收生产记录表。当低于95%,合格率应该是双采样。
4、所有钢筋接头,都要带上钢筋保护套或保护帽,并整齐地按规格分类。
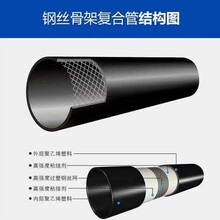
桥面铺装层的钢筋焊接网应使用焊接网或预制冷轧带肋钢筋网,不宜使用绑扎钢筋网。钢筋网连接技术应采用钢筋剥肋滚轧直螺纹连接技术,此技术是一种新型的钢筋连接技术。主要应用于市政桥梁和公路桥梁的桥面铺装,旧桥面改造,桥墩防裂等。通过国内上千座桥梁应用工程质量验收表明,采用钢筋连接套筒连接钢筋焊接网丝头,加固钢筋焊接网,明显提高桥面铺装层质量,保护层厚度合格率达百分之九十八以上,桥面平整度提高,桥面几乎无裂缝,铺装速度提高百分之五十以上,降低桥面铺装工程造价约百分之十。
1)标准型套筒:带右旋内螺纹的等直径连接套筒,端部2个螺距长度内带有便于入扣的锥度。
2)扩口型套筒:带右旋内螺纹的等直径连接套筒,一端带有45。或60。的扩口段,适用于较难对中入口的场合。
3)变径型套筒:带右旋内螺纹的变直径连接套筒,用于连接不同直径的钢筋,直径大小差异不受限制。
4)正反丝扣型套筒:带左、右旋内螺纹的等直径连接套筒,用于钢筋不能转动而要求调节钢筋内力的场合。
直螺纹滚丝机床是把需要加工的钢筋端头部位一次快速直接滚制成螺纹,使丝头部位产生冷性硬化,从而强度得到提高,使钢筋丝头达到与母材等强的效果。本滚丝机床可加工¢~¢的钢筋。本滚丝机加工直螺纹丝头一次滚轧成型,螺纹光滑标准,机床操作简便,安全可靠,并且能实现按调定的钢筋直径和螺纹长度自动倒车返离工件,摇至0位时能自动停车。本机床采用内给冷却液装置,加工一种规格钢筋,只需调定一次滚丝头,启动一次开关,便能连续加工大量丝头,结构紧凑,性能可靠,操作非常简便,大大提高了工作效率。钢筋直螺纹滚丝机主要用于建筑工程带肋钢滚轧直螺纹丝头,是实现钢筋连接的关键设备。可加工直径16的带肋钢筋。
分享此文章:
近期浏览